


热门资讯 / NEWS
- 12-16・ 悬辊机的工作原理及设计制造
- 12-16・ 如何确定适用于悬辊机的混凝
- 12-16・ 重庆建成4300公里排水管网
- 02-25・ 提高水泥电杆产品质量的措施
- 12-16・ 水泥井管模具的使用与保养
- 10-23・ 水泥管模具开、合模作业指导
推荐水泥制管机 / PRODUCTS
 1500-2000×2000悬辊机
1500-2000×2000悬辊机 1200-1800×2000水泥管成型
1200-1800×2000水泥管成型 300-600×3000离心式水泥制
300-600×3000离心式水泥制 300-600×4000水泥管离心成
300-600×4000水泥管离心成 300-600×2000离心式水泥制
300-600×2000离心式水泥制 500-1000×3000悬辊式水泥制
500-1000×3000悬辊式水泥制联系人:梁经理
电 话:0536-3868555
手机号:13583671122
传 真:0536-3860666
腾讯QQ:
地 址:山东省青州市经济开发区
您当前位置:山东海煜重工有限公司 > 新闻中心 > 技术资料 >
技术资料
水泥制品工艺技术规程第5部分:环形混凝土电杆 JC/T 2126.5-2012(4)
时间:2014-12-16 07:55 来源:qzhaiyu.com 作者:海煜重工 点击: 次
|
4.5.4 张拉控制应力应符合下列要求: a)钢棒Ocon不大于0.7fptk; b)碳素钢丝、螺旋肋钢丝Ocon不大于0.75fptk; c)低预应力度的部分预应力混凝土电杆,预应力钢筋的最低张拉控制应力应不低于0.4fptk。 4.5.5 张拉机头中心应对准钢模轴心后开始张拉。为减少预应力损失,可采用超张拉,最大张拉控制应力值不应大于GB 50010的规定。 4.5.6 实际张拉值与设计张拉值的允许偏差应控制在±3%之内。 4.5.7 在张拉过程中,当出现预应力筋的实际伸长值与理念伸长值相差10%以上时,应及时检查其原因。 4.5.8 张拉后的质量要求: a)张拉盘、挂筋板、法兰盘或钢板圈的倾斜不应超过2mm; b)张拉盘的支承锚固点不应少于2处,并应等分设置,支承稳定后才能撤出张拉机; c)张拉后不应有断筋。 4.6 离心成型 4.6.1 离心机应符合JC/T 822的技术要求。 4.6.2 离心机的性能要整体性好、坚固耐久、运转平稳,并应满足工艺设计的转速要求。 4.6.3 离心转速分慢、中、快三级,离心时间可根据电杆规格、离心机的转速、混凝土分布均匀程度和脱水密实等情况,通过理论计算与实际试验而确定。离心成型工艺制度可参考表2的规定。
表2 离心成型工艺制度
4.6.4 梢端混凝土发生串动而产生缺料时,可在中速阶段填补相同配比的混凝土,在停车前3min不应再补料。 4.6.5 离心完毕,应将杆内余浆倾倒干净,冲洗钢板圈或法兰盘,有缺陷时,应立即修整。 4.6.6 离心成型后的电杆,起吊运输时应轻起轻落,严禁碰撞。 4.7 养护及脱模 4.7.1 为保证产品质量和节省能源,蒸养方式宜采用节能养护窑,不宜用直通式养护。 4.7.2 蒸汽养护分静停、升温、恒温、降温四个阶段,根据不同季节、不同材料、不同工艺装备由试验室确定合理的养护制度。 4.7.3 蒸汽养护时,升、降温速度宜为20℃/h~30℃/h,恒温温度:硅酸盐水泥和普通硅酸盐水泥不宜大于90℃;矿渣硅酸盐水泥不宜大于95℃。 4.7.4 养护时每隔0.5h~1h应测温一次,并根据需要调整供气量。 4.7.5 脱模强度:混凝土电杆脱模强度不宜低于混凝土设计强度的70%。 4.7.6 预应力钢筋宜采用整体放张应力工艺,当单根放张时,应对称进行。 4.7.7 脱模后应找出预埋件,打通预留孔,切除伸出端面的预应力钢筋头,并在切除处涂上防锈涂料。 4.7.8 电杆脱模时,应在同一平面上放置软垫层,脱模后的电杆应按标准规定注明临时标志,转入堆场保养。当气温在10℃以上时,电杆宜在水池中养护或洒水保湿养护,以保证混凝土的强度能正常增长。 4.8 检验、修补和标识 4.8.1 检验 4.8.1.1 企业应建立满足生产要求的试验室,并配备相应的检验仪器、设备、人员。 4.8.1.2 对原材料应进行进厂复检,根据相应标准检验合格后方可使用。 4.8.1.3 每天拌制的同配合比混凝土,取样不应少于一次,每次制作2组试块,一组检验脱模强度,一组用于评定混凝土强度;同时测定混凝土坍落度。 4.8.1.4 成品按GB/T 4623标准规定进行外观、几何尺寸和力学性能检验。 4.8.2 产品修补 4.8.2.1 修补材料可用:混凝土或水泥砂浆、乳胶砂浆、无毒树脂和无毒树脂砂浆。 4.8.2.2 修衬前应清除有缺陷的混凝土和砂浆,清除油污,以利于与原混凝土和砂浆面的结合。修补用的水泥与生产电杆用的水泥品种要相同。 4.8.2.3 修补的部位,应根据修衬材料品种采用相应的养护方法,以利修补材料的粘结与固化,确何修补质量。 4.8.3 标识 凡检验合格的产品,应按照GB/T 4623标准要求,在杆身外表面上标明:品种、规格 、荷载级别、商标、厂名和生产日期等内容。 5 运输和贮存 5.1 运输 5.1.1 电杆起吊运输时,应采用两支点法,装卸起吊应轻起轻放,严禁抛掷、碰撞或自由滚落。 5.1.2 电杆运输过程中,每次吊运根数:梢径大于等于170mm的电杆不宜超过2根,梢径等于或小于150mm的电杆不宜超过4根。 5.2 贮存 产品堆放场地应平整夯实,产品按生产日期、规格、型号、等级分别堆放。宜实行先入先出的原则。 5.2.1 堆放支点:杆长小于12m,采用两支点;杆长大于等于12m,宜采用三支点支承。电杆支点位置见图2、图3、图4。 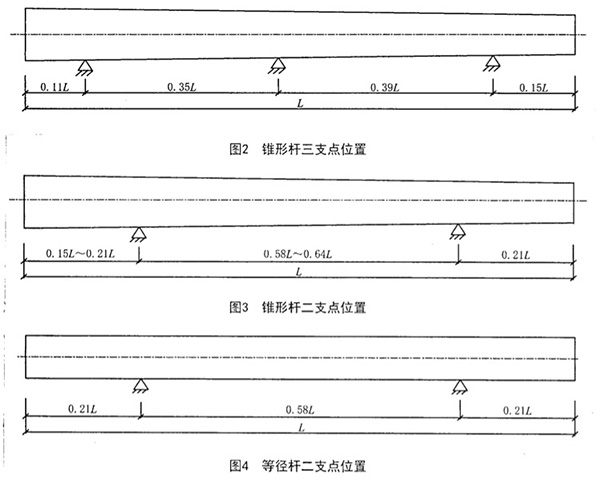 5.2.2 堆放层数:梢径大于等于270mm或直径大于等于400mm的电杆,堆放层数不宜超过四层;梢径小于270mm和直径小于400mm的电杆,堆放层数不宜超过六层。 5.2.3 产品堆放时层与层之间应用支垫物隔开,每层支承点在同一平面上,各层支垫物位置在同一垂直线上。 5.2.4 电杆出厂前外露钢筋应切除。梢端应用混凝土封实,钢板圈、法兰盘及根端预应力钢筋头要进行防腐处理。如有特殊要求,另行处理。 |
|||||||||||||||||||||||||||||||
上一篇:钢筋混凝土管悬辊成型机使用说明书
下一篇:混凝土检查井管生产工艺之芯模振动