


热门资讯 / NEWS
- 12-16· 重庆建成4300公里排水管网
- 12-16· 水泥井管模具的使用与保养
- 12-16· 如何确定适用于悬辊机的混凝
- 10-23· 水泥管模具开、合模作业指导
- 02-25· 提高水泥电杆产品质量的措施
- 12-16· 悬辊机的工作原理及设计制造
推荐水泥制管机 / PRODUCTS
 500-1000×3000悬辊式水泥制
500-1000×3000悬辊式水泥制 300-600×3000离心式水泥制
300-600×3000离心式水泥制 1200-1800×2000水泥管成型
1200-1800×2000水泥管成型 300-600×2000离心式水泥制
300-600×2000离心式水泥制 300-600×4000水泥管离心成
300-600×4000水泥管离心成 1500-2000×2000悬辊机
1500-2000×2000悬辊机联系人:梁经理
电 话:0536-3868555
手机号:13583671122
传 真:0536-3860666
腾讯QQ:
地 址:山东省青州市经济开发区
您当前位置:山东海煜重工有限公司 > 新闻中心 > 技术资料 >
技术资料
电杆模具检修工艺第四章 模具的检测(二)
时间:2015-01-05 09:58 来源:qzhaiyu.com 作者:海煜重工 点击: 次
|
为保证电杆质量,延长使用寿命,新模具在杆厂组装后,必须进行全面测试,以求达到JC364的各项规定。旧模具检修前更应全面检测,摸清损坏程度与毛病所在,以便制订恰当的检修工艺,恢复模具精度。
由于各杆厂设备条件与配置的工具量具条件不一,因此,检测方案与测量方法不可能相同。这里介绍的方法仅供参考。其他检测方法只要能达到检测目的,获得较正确的评定结果,也可应用。 1 分段模具的检测 为便于检验及记录,建议建立分段模具检验卡片,格式见表1,说明如下。 序号1 用刻度1mm的钢卷尺测量。 序号2 用2m游表卡尺测量。 序号3、4、5 用直径1mm弦线和500mm平尺(或刀口尺)及高度游表卡尺(或百分表)测量。测量前模具应脱开,将跑轮支承在同一平面的平台或平板上(其平面度为2mm),分模面对角线调平(见图1、图2)。  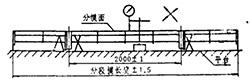
图1 检验素线直线度位置 图2 直接测量平面度误差及扭曲程度
4m分段模底线(C边)直线度为≤2mm;4m分段模边线(AB)直径度为≤1.5mm;2m底、边线的直线度均为≤1mm。
序号6、7 用0.5钢丝两端拉紧,调整在管壁中心轴线位置,然后以游标卡尺及高度游标卡尺测量(图3)。当测得管壁素线直线度有足够的形状精度时,也可以管壁素线作基准进行检测。 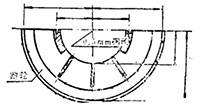 图3 序号6、7的检测方法示例
序号8 用外径百分尺(或精度为0.02的游标卡尺)测量。
表面粗糙度一般可用标准样板以比较法鉴定,也可凭经验目测。 序号9~14 检验方法同上。 序号15、16 凹凸台阶用深度游标卡尺测量,平面度用刀口尺检测。 序号17 检测方法同序号8。 序号18 采用内径百分尺或游标卡尺检测。 序号19 检测方法参照《形状和位置公差检测规定》(GB1958-80)中关于圆柱度的检测方法执行。 序号20 参照GB1958-80中第76页4-5的检测方法,以一对同轴顶尖,导向心轴,带指示器的测量架进行检测。 跳轮外径的圆柱度与测量全跳动有相关关系,因此,应进行具体分析,先提高圆柱度精度,然后测量径跳。 各杆厂均配有离心机座,如测得离心机座的水平位置及滚轮径跳精度较高时,则序号19、20的检测均可在离心机座上进行。
表1 分段模具检验卡片
2 整体模具的检测 检验卡片参见表2,说明如下。 序号1、2 用钢卷尺检测。 序号3、4 按分段模具检测方案进行检测,平板可改用混凝土平台。 序号5、6、7 用塞尺检测。 序号8 一套模具上各跑轮的外径尺寸应一致,允许有小于0.45mm的偏差,可用外径百分尺或游标卡尺检测。 序号9 用钢卷尺测量,所有跑轮的积累误差不得超过离心机座的位置尺寸,以避免跑轮与滚轮过早磨损。 序号10、11、12 用游标卡尺检测。 序号13 用检车击声法探测,凹坑用目测检查。 序号14、15 用游标卡尺检测,楔口水平方向应大于垂直方向,并须打磨光滑。 全面检测合格后,试生产电杆若干根,检查电杆质量,达到标准后交付车间使用。
表2 整体模具检验卡片
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||