


热门资讯 / NEWS
- 12-16・ 水泥井管模具的使用与保养
- 02-25・ 提高水泥电杆产品质量的措施
- 12-16・ 如何确定适用于悬辊机的混凝
- 10-23・ 水泥管模具开、合模作业指导
- 12-16・ 重庆建成4300公里排水管网
- 12-16・ 悬辊机的工作原理及设计制造
推荐水泥制管机 / PRODUCTS
 300-600×4000水泥管离心成
300-600×4000水泥管离心成 1500-2000×2000悬辊机
1500-2000×2000悬辊机 500-1000×3000悬辊式水泥制
500-1000×3000悬辊式水泥制 300-600×3000离心式水泥制
300-600×3000离心式水泥制 300-600×2000离心式水泥制
300-600×2000离心式水泥制 1200-1800×2000水泥管成型
1200-1800×2000水泥管成型联系人:梁经理
电 话:0536-3868555
手机号:13583671122
传 真:0536-3860666
腾讯QQ:
地 址:山东省青州市经济开发区
您当前位置:山东海煜重工有限公司 > 新闻中心 > 技术资料 >
技术资料
京沪高铁水泥栏杆的预制与安装技术
时间:2015-01-02 13:44 来源:qzhaiyu.com 作者:海煜重工 点击: 次
|
中国水利水电第十四工程局有限公司主要承担了京沪高速铁路山东省曲阜市境内DK496+265.27~DK531+971.34范围内17.137km(单线延米)的桥梁段栏杆预制。栏杆采用钢筋混凝土栏杆,每2m为一榀(在梁端伸缩缝处根据具体尺寸而定),分别由立柱、扶手、托梁、隔柱、柱帽等构件组成。
1 栏杆结构形式 1.1 栏杆立柱截面尺寸为120mm×120mm,高度为1010mm;下端两侧设置40mm槽角,连接托梁;扶手、托梁高100mm,宽110mm;托手、托梁与隔柱连接表面设置隔柱安装插槽,插槽深度20mm。扶手在立柱处连接,端部预留钢筋;立柱顶部设置扶手卡槽,卡槽深110mm,宽50mm;同时,柱顶预埋钢筋,扶手通过卡槽与立柱固定,并通过柱顶预埋钢筋连接两侧横梁及柱帽,钢筋埋入立柱深度满足锚固要求。 1.2 立柱与桥梁通过预埋钢板连接,立柱下采用预埋Q235钢板,厚10mm。钢板与立柱主筋焊接,焊接采用手工双面电弧焊,外露钢板作防腐防锈处理。 1.3 立柱、托梁、扶手采用C40混凝土,隔柱采用C30纤维混凝土(如施工可保证构件不开裂,也可采用C40混凝土)。钢筋采用HRB225、HRB335,法兰连接件采用Q235-B-Z,外露部分作热镀锌防腐处理。 栏杆结构形式见图1。 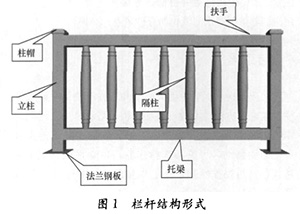 由于栏杆构件均较小,很难进行现场浇筑,因此采用工厂化集中预制、现场安装的方法进行施工。 栏杆的立柱、托梁和扶手预制方法主要有离心加工法和平板振捣成型法两种。隔柱成型主要有离心成型法和“滚动-挤压-吸湿”成型法。结合栏杆生产任务和工期要求,栏杆立柱、托梁和扶手预制采用平板振捣成型法,隔柱采用离心成型法加工。模具主要采用塑料模盒。栏杆预制工艺流程见图2。 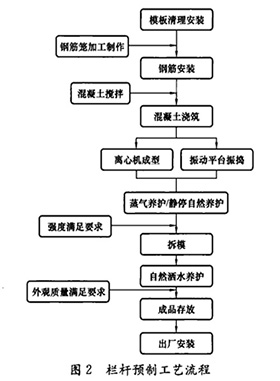 3.1 工艺试验 由于栏杆各构件体积较小,所需混凝土量少,因此常在进行正式的预制生产前进行工艺试验,以寻求最优的生产方法,掌握生产工艺。工艺试验主要包括各构件混凝土配合比的选定与试生产、对各构件的预制工艺流程的熟悉和对成型后预制构件的养护方式的选择。 3.1.1 混凝土配合比的选定。混凝土的配合比选用C30纤维混凝土,由于栏杆各构件较小,为便于成型,试生产时需确定混凝土的坍落度。经试生产表明,混凝土坍落度为8~10cm时构件易于成型,且成型后构件质量较好。不同坍落度下混凝土栏杆隔柱生产试验对比见表1。
表1 不同坍落度下混凝土栏杆隔柱生产试验对比
3.1.2 脱模剂的选用。由于栏杆构件均为细长杆件,选用模板均为塑料模盒。为增加成型后构件的光滑度,防止构件脱模时受损,在混凝土入模前拟采用脱模剂。从工艺试验情况看,新模盒在首次生产时不需使用脱模剂,但经过几次周转后需涂少量石蜡作为脱模剂。使用不同脱模剂时栏杆隔柱生产试验对比见表2。
表2 使用不同脱模剂时栏杆隔柱生产试验对比
3.1.3 养护方式的选择。构件成型后均需静停一段时间再进行养护,主要养护方式有自然养护和蒸汽养护两种。自然养护主要采用洒水养护,但养护时间较长,且随着气温的降低,养护时间延长。蒸汽养护能大大缩短养护时间,可提高模盒的使用效率。因此,栏杆预制时主要采用蒸汽养护。 3.2 栏杆预制 根据混凝土栏杆预制工艺,栏杆隔柱主要采用离心成型法进行加工,栏杆扶手、托梁、立柱采用平板振捣器振捣成型。 3.2.1 根据设计要求,对各种栏杆钢筋进行加工制作。由于栏杆构件较小,因此加工时一定要严格控制加工精度。预埋钢板提前进行防腐处理。立柱与桥梁通过预埋钢板连接,立柱下采用预埋Q235钢板,厚10mm;钢板与立柱主筋焊接,焊接采用手工双面电弧焊,外露钢板作防腐、防锈处理。 3.2.2 对模具提前进行清理。现场工艺试验结果表明,模具在清洗干净的情况下可直接用于生产,无需涂抹脱模剂。模具采用自来水加草酸进行清洗。模具清洗完毕后,将钢筋笼安放到位。钢筋笼放置时应注意安装精度,预埋件钢板螺母的安装误差不大于2mm,同时要考虑模具扣件等的安装。模具安装、卡口等要保证钢筋的保护层。 3.2.3 立柱、托梁、扶手采用C40纤维混凝土,隔柱、柱帽采用C30纤维混凝土。混凝土由拌和站进行集中拌制,并用装载机运至现场进行分料。 3.2.4 立柱、托梁、扶手和柱帽采用平板振捣器进行振捣,隔柱采用离心机进行离心成型。 3.2.4.1 隔柱振捣离心。隔柱采用加料后离心成型的方式进行生产。由于隔柱加料口较小,因此采用自制加料振捣平台进行加料。加料时,将拌和物放到加料机内,开启顶部加料振捣平台缓慢加料;待模盒内料加满时,开启底部振捣平台振捣约45s即可完成加料。 加料结束后,将模盒端部档板安装完毕,即可进行离心成型。离心机转速控制在400r/min,离心时间为60s。隔柱下料平台和离心机见图3。 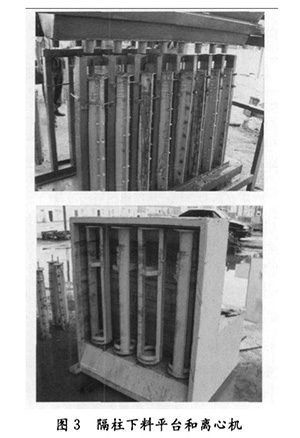 3.2.4.3 特殊栏杆构件预制。在京沪高速铁路桥梁上,混凝土栏杆除标准的2000mm跨度栏杆外,还包括少部分小于2000mm跨度的栏杆。栏杆特殊段包括桥梁伸缩缝处和桥梁接触网处。 特殊段栏杆预制时,根据构件的具体规格尺寸采购特制模盒进行加工。加工方法和标准段一致。 3.2.4.4 构件养护。振捣结束后,用叉车运至蒸汽室进行养护。养护温度控制在45℃,养护时间不低于12h。在气温适宜的情况下,也可以采用静停自然养护。 3.2.4.5 构件脱模。初养结束后,运至脱模区进行脱模。脱模后如发现有缺陷等,立即进行修补处理。脱模后用土工布覆盖保湿养护,养护时间不少于7天。隔柱脱模和成品存放见图4。 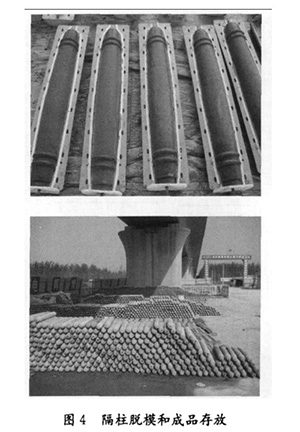 4 栏杆安装 4.1 成品运输及要求 4.1.1 对运输道路进行清理和疏通,防止运输过程中车辆颠簸而损坏构件。 4.1.2 构件装车运输时,车内要垫放柔性材料,如土工布等,层与层之间用土工布进行隔离处理。 4.1.3 运输构件时,按不同构件进行运输,装车时要轻拿轻放,运输过程应放慢车速。 4.1.4 栏杆各构件采用16t汽车式起重机运送上桥。使用自制的吊篮进行吊装,吊篮的外围采用废旧橡胶皮等进行维护,以免吊装过程中损坏构件。吊装时构件间用土工布进行隔离,防止构件意外损坏。 4.2 栏杆安装 4.2.1 栏杆构件拼装时,注意检查构件各预埋件的精度;预埋精度不满足要求的,不得强行进行安装。 4.2.2 安装时注意区分栏杆的安装区段,尤其注意梁端伸缩缝的位置。 4.2.3 安装按“立柱锚固→安装托梁→插入隔柱→安装扶手→固定柱帽”的顺序进行。 4.2.4 立柱锚固安装应保持立柱的垂直度,保证立柱下钢板平整,与桥梁遮板上预留钢板紧贴,孔位误差不大于15mm。 4.2.5 托梁与立柱之间通过立柱牛腿卡入托梁安装卡槽内,并用螺栓拧紧。 4.2.6 隔柱与扶手、托梁通过预留卡槽进行连接,插槽精度在规定范围内,安装前在插槽内注入水泥浆(强度和扶手托梁一致)。安装后保证隔柱与插槽连接密实,保证上下两端与横梁连接的牢固性。 4.2.7 扶手在立柱顶端的卡槽内进行连接,连接时将两侧扶手端头预留钢筋及立柱预留钢筋进行连接,用M10砂浆进行封填,然后安装柱帽。安装就位后,通过柱帽预留螺栓孔进行注浆。 栏杆安装效果见图5。  栏杆构件较小,成品保护是预制和安装中的重要环节,施工中应注意以下几点: 5.1 根据生产规模的大小选取模盒、场地、配置设备,若生产量较大,如30万~40万件,可选取质量较好的模盒,可满足多次周转循环。 5.2 预制时掺入聚丙烯腈纤维,表面上虽然增加了少量成本,但构件脱模、安装时减少了开裂现象的发生,实际上可节约成本。安装时注意构件的防护,尤其是在运输过程中应加强对构件的保护。 5.3 采用工厂化集中预制生产,可保证成品质量,色泽如一,同时构件精度可以得到保证,如采用蒸汽养护,脱模时一定要注意降温幅度不要太大,否则会造成构件断裂。 5.4 预制时可按照安装顺序,先生产立柱、托梁,再生产隔柱、扶手,最后生产柱帽,但一定要根据生产进度合理进行安排。 5.5 安装时一定先安设定位线,方可保证栏杆外观平、顺、齐。 |