


热门资讯 / NEWS
- 02-25・ 提高水泥电杆产品质量的措施
- 12-16・ 重庆建成4300公里排水管网
- 10-23・ 水泥管模具开、合模作业指导
- 12-16・ 水泥井管模具的使用与保养
- 12-16・ 悬辊机的工作原理及设计制造
- 12-16・ 如何确定适用于悬辊机的混凝
推荐水泥制管机 / PRODUCTS
 1200-1800×2000水泥管成型
1200-1800×2000水泥管成型 300-600×3000离心式水泥制
300-600×3000离心式水泥制 300-600×4000水泥管离心成
300-600×4000水泥管离心成 1500-2000×2000悬辊机
1500-2000×2000悬辊机 300-600×2000离心式水泥制
300-600×2000离心式水泥制 500-1000×3000悬辊式水泥制
500-1000×3000悬辊式水泥制联系人:梁经理
电 话:0536-3868555
手机号:13583671122
传 真:0536-3860666
腾讯QQ:
地 址:山东省青州市经济开发区
您当前位置:山东海煜重工有限公司 > 新闻中心 > 技术资料 >
技术资料
平企口通用制管模具的改型设计
时间:2014-12-27 11:04 来源:qzhaiyu.com 作者:海煜重工 点击: 次
|
水泥管的生产一般是采用悬辊成型工艺或离心成型工艺。刚性接口管以平口管、企口管居多。本文以悬辊成型工艺生产平口管为例来阐述刚性接口管的改型。柔性接口管有承插口式、企口式、双插口式和钢承口式四种形式,其中双插口式和钢承口式需加配钢套环,造价较高。为此本着首先考虑充分利用原有老设备,投资少,上马快;其次考虑原产品或制管模具的结构特性;第三,改型后产品或制管模具的多功能性,尽量实现“一模多品(产品),一品多能即可兼作顶管”的目的,我们决定立足点在改造现有设备基础上,用Φ1400mm刚性平口管设计改型为Φ1350mm柔性接口企口管。
1 产品设计 1.1 接口尺寸设计 柔性接口管的主要特点在于插口及承口部分的外型和尺寸精度要求比较高,接口处采用橡胶圈作为密封件。接口形式及尺寸是区分管子品种或型号的关键,也是刚性接口管与柔性接口管的不同所在,因此,产品设计主要就是接口形式及尺寸的设计。平口管很简单,端面平齐,不受壁厚(但要满足国标GB11836中最小壁厚)的限制;而柔性接口企口管就不同了,要受壁厚的限制。笔者认为壁厚是设计柔性接口企口管的最关键因素。国外柔性企口管的最小管壁厚度是160mm,国内也多在160mm以上。我公司Φ1400mm平口管的壁厚为120mm,要改型设计成Φ1350mm柔性接口企口管,其壁厚只有145mm,我们经过分析研究认为,145mm可以做成柔性企口。考虑到企口承口的制作有难度,尤其是悬辊成型工艺,承口的制作难度就更大,所以承口长度(或深度)不宜过大,笔者认为取110mm为宜。过长影响承口的制作质量,过短则影响安装柔性接口管所需的转角,影响安装质量。因柔性接口管允许有微小(1~2°)的转角。其详细接口尺寸如图1。 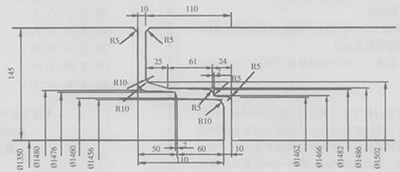 图1 柔性企口管接口尺寸图
1.2 混凝土强度和管子级别设计
因柔性接口管的插口段和承口段壁较薄,接口部分的强度相对其它柔性接口管来说,是最弱的,所以制管用混凝土强度等级取C40以上;管子外压荷载级别取Ⅱ级以上。 2 制管模具改型设计 悬辊成型工艺生产平口管的模具是由两个半模(管皮)和两个挡圈组成的,挡圈的厚度即是管子的厚度,挡圈端面的形式与尺寸决定管子的接口形式。因此,模具的改型设计实际上就是对两个挡圈进行改型,即只要对两个挡圈进行改型设计就可实现管型或品种的转化。改型后的端模挡圈包括插口模挡圈和承口模挡圈,二者以及管皮必须具有足够的刚度,以保证模具装配精度。所以我们对原管皮进行了加固,加焊筋板,提高了模具的刚度。改型后的两挡圈结构具体尺寸如图2。 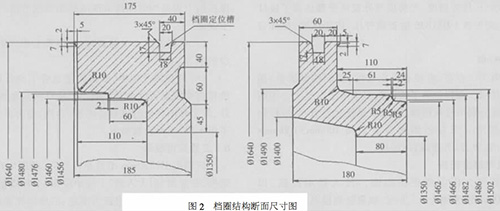
3 橡胶密封圈设计
目前,橡胶密封圈的形式多以“O”型截面居多,滚动就位,接口操作过程中很难使橡胶圈圆周各处滚动同步,常出现“拧麻花”现象,而一旦出现拧麻花,橡胶圈对管子的回弹力是很大的,安装就位很困难,接口密封难以保证。另外,“O”形橡胶圈滚动就位,需要一定的滚动距离,这与我们用悬辊成型工艺制造企口管承口时,所要求承口长度尽量缩短不一致。因此,我们设计采用“楔”形橡胶圈直接套在管子插口端直径落差形成的止胶台处,不再滚动或滑动,易于安装且密封严密,保证了安装质量。 橡胶圈的物理性能:硬度50IRHD,拉伸强度15MPa,伸长率≥450%,永久变形<15%。其压缩率控制在30%左右,压缩率过低接口密封效果差,压缩率过高容易使承口处撑裂。胶圈内径取工作面直径的85%。 橡胶圈断面型式及具体尺寸如图3。 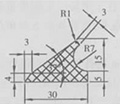 图3 橡胶圈断面图
4 产品试制与生产控制
企口管的制作难点在于承口的制造,因为它是靠水平向侧压力密实成型,而不是靠垂直向辊压力直接辊压成型。承口工作面混凝土几何尺寸的精度及光滑度都影响接口装配的操作和接口的密封性。 4.1 原材料及混凝土制备 为了满足接口的成型,两端口尤其是承口处所用的混凝土水泥用量要大些,以480kg为宜;石子最大粒径要偏小些,以5~15mm为宜。连续级栩;砂子选用细度模数为2.3~3.0的中砂,砂率在35%~37%为宜;更为关键的是加水量,水灰比要比管身的稍大些,以0.37~0.39为宜,且要视管径大小调整,大口径管因辊压力大,水灰比可取小值;小口径(最小为Φ1350mm)管因辊压力小,水灰比可取大值。 4.2 钢筋骨架 管子由平口改为企口,对于双层的钢筋骨架,必然要随之变为企口,这势必增加控制难度。因为,企口的插口及承口长度(或称为接口长度)均较短,而且壁厚均较薄;钢筋骨架滚焊机所焊钢筋笼子的两端常为螺旋面,即非封闭的圆面,“螺距”有时达30mm,而纵向保护层一般只有20mm,显然必须控制好钢筋笼子的端面,才利于纵向保护层的控制和保证管子接口部的强度。我们通过调整与控制滚焊机的焊接机构,焊出了符合要求的钢筋骨架,为企口管的接口强度提供了可靠的结构保证。 4.3 模具组装 为了保证产品精度,两端模挡圈的装配精度非常重要。所以一定要使两端模挡圈组装到位,且要垂直,组装后的模具尺寸误差应符合国标GB11836规定的相应尺寸要求。两端模挡圈与模具圆周之间及模具合口缝应无明显间隙,挡圈与管皮的固定销块应牢固可靠。 4.4 企口成型 由于接口密封要求严密,所以严格控制好承插口工作面几何尺寸的精度至关重要。插口因能直接受到辊压力作用,易于成型;而承口则不然,开始试制时,总有缺料或蜂窝麻面等质量缺陷。经反复研究分析,找出了原因,采取调整水灰比、喂料过程、速度和料团大小等措施,很快解决了问题。产品无论从内到外、从插口到承口,尺寸精度、光滑度等外观质量都达到了设计要求,同时按GB11836抽查做外压、内压试验,全部合格。 4.5 拆模 因企口存在,拆模有一定难度,我们的做法是:在拆模时用一扁担把管子连同挡圈串吊至支架上,用两个倒链分别吊挂住挡圈,注意不要使之受力,然后轻轻敲出挡圈(可在挡圈端面焊上两100mm×100mm×20mm铁块,以方便敲打)即可。 5 技术经济简析 首先,因主要更换挡圈,投入费用较低,以Φ1400mm管为例为1.3万元。如果新购模具,则需投入2.8万元。节省投资50%以上。其次,因实现了“一模多品(产品),一品多能即可兼作顶管”,为企业的生存和发展创造了有利条件,增加了企业的市场竞争力。 6 施工装配 管道装配在国外早已实现装配化,而在国内由于柔性接口管的发展应用较慢,装配化刚刚起步,施工装配水平还较落后,施工人员对柔性接口管及其装配精度缺乏认识,以致于常常影响安装质量,影响管道的密封性。因此,笔者在这里要特别强调以下几点: 6.1 管子安装接口位置。管子安装一定要到位,保证胶圈于承插口工作面中部为宜。柔性管一般都有安装线,安装时可超装即管承口端面越过插口安装控制线5~10mm,但不宜少装,否则易引起渗漏。 6.2 胶圈预放位置。胶圈套在管插口段直径落差形成的止胶台处,应顺直,不得扭曲。 6.3 地基要平整。地基软一些并不可怕,但要保证均匀、无高低起伏。 6.4 严禁碰伤承插口。排水管属于薄壁脆性材料,柔性企口管更是如此,因承插口部分管壁单薄,是最弱的,也最易损伤,所以要特别小心,避免碰伤,严禁从管内串钢丝绳吊装。 6.5 安装工具。施工安装可用手动葫芦(倒链)等工具,但是,笔者发现有的施工人员利用开槽时用的挖掘机来进行管子的安装,即用挖掘机斗的侧面给管子一个推力,使其推进,实现接口安装。这种做法是否恰当,笔者不去谈论,确实很实用,很方便,安装很快,而且施工现场一般均配有挖掘机,不需专门准备。需要说明的是,一定要在管端部垫上垫木等防护,轻轻施工推力,确保管口不受损伤。 6.6 管接口工作面的清洁和涂抹润滑剂。管道安装前应确保管接口工作面光洁干净;在管承口外倒坡和橡胶圈上表面均匀涂抹黄油和硅油等润滑剂,这样易于安装。 6.7 安装方向。在安装时,应使管子承口朝向管铺设的前方。 6.8 在安装过程中,要密切注意管子的行进,应仔细检查管线是否完全对正同心,接口间隙是否均匀一致,管子环向各处行进是否同步。否则,施力再大,胶圈不但不进,反而会被挤出。 7 结语 7.1 Φ1400mm刚性接口管的改型设计,实现了“一模多品”,即根据需要只要更换挡圈,既可生产Φ1400mm刚性平口管,又可生产Φ1350mm柔性企口管,同进还可兼作顶管,为制管企业降低模具成本的投入,开辟了一条技术途径。 7.2 刚性制管模具改为生产柔性接口管,在一定程度上提升了排水管钢模的精度与技术含量。该模具结构简单,加工制作容易,操作简单方便。 7.3 生产和工程实践证明,本文刚性接口管的改型设计实现了向柔性接口管的转化,完全可行。但既然是一种改型设计,难免有不足之处,哪就是原2m长的管子改型后的有效长度只有1.9m。 |
上一篇:钢纤维混凝土电杆中的预应力技术
下一篇:高强度部分预应力电杆的内部结构