




产品介绍
使用说明
技术参数
|
立式振动模具是由可拆装的钢外模与附着震动器的钢内模组成。外模由两片厚约为5mm左右的钢板半圆管(直径20m时为三片)拼制,半圆筒用带楔的销栓连接,内模为一整圆筒,下口直径较上口直径稍小,以便取出内模。
立式振捣工艺投资少、布置灵活,是一种简单的生产工艺。振捣时振捣棒能使管体混凝土致密而均匀,而且合理振捣时振捣棒不会导致钢套环、钢筋骨架及预埋构件变形、位移或受损,确保了管材在顶进过程中的力学特性。立式振捣工艺在混凝土达到一定强度后才能进行脱模,脱模时不会在管体内、外壁产生粗糙拉痕,从而降低了顶进时的磨擦力,降低了顶进时的难度和风险。 立式振动模具分为底模、外模、内模三部分。外模采用圆形两半模结构,内模采用可自动变径的圆模,底模为整体预制的铸钢件。 底模又称底托,为整体预制好的铸钢件,内模、外模放置在底模上即可使用。 内模也可称为芯模,是可自动变径的圆模,内模在起吊状态下直径小于管内径,当座底松构后,在内模吊具和内部传动系统重量作用下,楔形模会自动外伸,内模直径会自动扩大至管节内径尺寸,如果内模不能自动变径则需要采用手动变径。 外模为两块半圆形的模板,两块模板采用扣件相连,模板拼装及拆除都很方便。外模圆形两半模具便于拆装,但精度不易保证,多次反复使用容易变形,需定期对外模进行检测,对不符合精度要求的外模进行修复,保证管材的精度要求。 1. 立式振捣钢模应有足够刚度,不会因模具吊运及振捣混凝土而引起变形,并保证生产的管节尺寸在允许误差范围内; 2. 立式振捣钢模应紧密连接,坚固而平顺,接缝处无漏浆产生; 3. 立式振动模具及其附件应具有永久性独特的标记; 4. 立式振动模具每次使用后,应进行彻底清理。混凝土的残渣应全部铲除,并用压缩空气冲净,不准用重物敲击与混凝土有接触的钢模表面,严防钢模表面受损。在正常的生产状态下,工程模具精度按生产200件做定期检查。 5. 应选用优质脱模剂:为确保管节的外观质量,确保生产厂家最大限度地减少管节外表面的气泡,在管节生产中选用优质脱模剂是必要的措施之一。 |

热门资讯 / NEWS
- 02-14・ 水泥管钢筋骨架制作工艺作业
- 12-16・ 预应力混凝土接触网支柱裂缝
- 06-14・ 浅议芯模振动制管机的产品质
- 03-09・ 立式振动水泥制管模具的混凝
- 02-05・ 生产水泥管需要那些设备?
- 12-24・ 水泥管设备的技术维护与管理
 PG1500-2000GP水泥管模具
PG1500-2000GP水泥管模具 方涵模具|箱涵钢模
方涵模具|箱涵钢模 水泥检查井模具|方形检查井模具
水泥检查井模具|方形检查井模具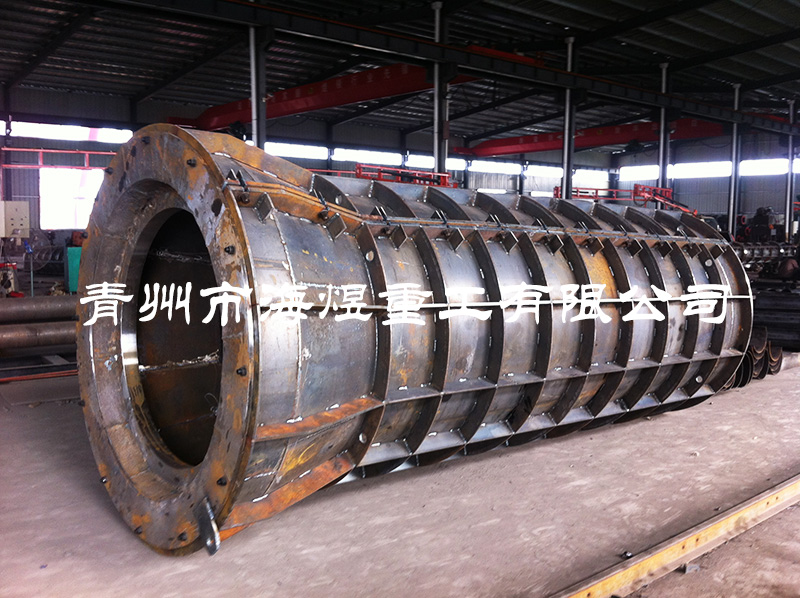 1200×4000水泥管模具
1200×4000水泥管模具 马鞍山宏泰管桩离心机改造项目
马鞍山宏泰管桩离心机改造项目 阿根廷巨型电杆生产设备
阿根廷巨型电杆生产设备 苏丹喀土穆电杆生产线项目
苏丹喀土穆电杆生产线项目 马亚西亚亚庇电杆生产线
马亚西亚亚庇电杆生产线